昨天的事就不说了,说说今天的吧.
昨天去朋友那里玩,是下了晚班去了,困的要死.去了床被占了.他也上晚班早上下班.我只有上上网啦.到了晚上朋友的室友说你前天来过吧,我感到很惊奇我那天在上班啊,怎么可能过来了!她肯定的说我来过.我的天,她一定遇鬼了!呀,说好不说昨天的,怎么又提了,不过也太奇怪了.
说主题吧,今天早上起床朋友的室友问我早饭吃点吧,我说不了.我本来也没有吃早饭的习惯.这还不是正题.到了十二点半左右我正在玩游戏,玩的很投入,突然旁边出现一个身影.我本来也没发现的.她开口说话":你吃点饭吧."我说不了等下我就走了,去外面吃.她说":你就吃点吧,我看你早上没吃,中午也没出去,就给你做了点菜.我也没出去买菜就炒了这个菜,少吃一点也行啊."(我的说说啊,菜是黄瓜炒蛋,味道很可口.不是我饿了的原因啊,是的确炒得好.)我当时那个感觉啊,就一个感动啊.端着就吃.(我还的说一下,我朋友那里租的房子是那种跃层式的楼房,我是在楼上玩电脑,而且可以肯定的是她早就吃了午饭了.我可以证明.)有人说你们熟悉呗,我的老天加上这次我总共和她见面2次,上一次在一个多月以前,而且那次没跟她说过话,见面时间5分钟左右.到现在我也不知道她什么名字.听说她马上要搬走啦.哎,可惜啊!以后见不着了.没话说啊,我在想啊,她真是好善良的人啊!感动的我差点想哭啦.这当然是玩笑,不过的确是感动我一塌糊涂.
8.27.2008
上个班的你们别把机器搞得太烂了啊
亲爱的上个班的兄弟姐妹:
亲爱的上个班的兄弟姐妹,你们也知道ASM的机器本来就烂的让人受不了。你们也知道机器稳定的前提下上班还是挺闲的。但是各位兄弟姐妹,机器问题以后就别没事找事做乱跳一番。这几个班我感觉要疯了。接班以后搞得自己恨不得多长了几双手。难道是故意?别怪我心胸狭窄啊,连续几个班会让人怀疑不奇怪啊!
DB的朋友你们也体谅体谅我们WB的苦,你说一卡料有几个飞芯的没事能接受,但是你别一条料就来个10多个飞芯。你说我们怎么做啊?
连续10个小时不间断做一个动作会让人厌烦的,特别是一想到上班有那么多飞芯料,想着都头疼啊!
亲爱的上个班的兄弟姐妹,你们也知道ASM的机器本来就烂的让人受不了。你们也知道机器稳定的前提下上班还是挺闲的。但是各位兄弟姐妹,机器问题以后就别没事找事做乱跳一番。这几个班我感觉要疯了。接班以后搞得自己恨不得多长了几双手。难道是故意?别怪我心胸狭窄啊,连续几个班会让人怀疑不奇怪啊!
DB的朋友你们也体谅体谅我们WB的苦,你说一卡料有几个飞芯的没事能接受,但是你别一条料就来个10多个飞芯。你说我们怎么做啊?
连续10个小时不间断做一个动作会让人厌烦的,特别是一想到上班有那么多飞芯料,想着都头疼啊!
8.18.2008
8.10.2008
8.07.2008
半导体封装超声波压焊的工艺参数优化
半导体封装超声波压焊的工艺参数优化
半导体封装超声波压焊的工艺参数优化朱正宇,胡巧声
(1、快捷半导体(苏州)有限公司,江苏苏州 215021;2、上海同济大学机械工程学院,上海 201804)
1 引言 .
超声波焊接另称"键合"是利用超声频率(16~120 kHz)的机械振动能量,连接同种或异种金属、半导体、塑料及陶瓷等的一种特殊的焊接方法。超声波焊接现已广泛地应用于集成电路、电容器、超高压变压器屏蔽构件、微电机、电子元器件及电池、塑料零件的封装等生产中。与传统的焊接技术相比,超声波焊接技术具有高速、高效和高自自动化等优点,成为半导体封装内互联的基本技术。
2 超声波压焊的基本原理
超声波能是机械的振动能,工作频率超过声波(正常的人类听力,其频率上限为18 kHz)。半导体封装所用的超声波压焊的频率一般是40 kHz到120 kHz。超声波压焊是一种固相焊接方法,这种特殊的固相焊接方法可简单地描述为:在焊接开始时,金属材料在摩擦力作用下发生了强烈的塑性流动,为纯净金属表面之间的接触创造了条件。而接头区的温升以及高频振动,则又进一步造成了金属晶格上原子的受激活状态。因此,当有共价健性质的金属原子互相接近到以纳米计的距离时。就有可能通过公共电子形成了原子间的电子桥,即实现了所谓金属"键合"过程。经过对焊接过程的研究表明,摩擦、塑性流动以及温度是实现超声焊接的3个互为依赖的主要因素,其中摩擦起主导作用,这不仅是焊接中的主热源,而且通过排除氧化膜为纯净金属表面间接触创造了条件。
超声焊接摩擦所需能量可由下式表示:
E=∫μPvdt[5]
式中:μ-摩擦系数;P-焊头上所加的垂直压力;v-焊头振速;其中:v=4Af
式中:A-焊头的振幅;f-超声振动频率;t-焊接时间。
在生产实际的超声波压焊的参数中,由于摩擦系数是由焊接材料与焊头和焊件与表面状态、焊件夹持的方法等有关,可以视为常数,压力P与被焊材抖的可流动性极限有关,还与焊件材料的硬度、厚度及焊头振幅大小有关;通常由bonding force来表示,由机器提供的气动压力来控制,所以易于精确调整。振幅是由放大器(变幅杆)和焊接工具的设计所选定,它可由电能的供给自动精确地控制和调整,以能量bonding power来表示,一旦焊接头变幅杆的几何尺寸已定,则固有的共振频率即确定,因此,频率往往在机器设计时就固定已知了,焊接时间由bonding time来表示,可由电气方面精确控制。故:超声焊接摩擦所需能量又可写为:9 u1 r% {0 ]6 u$ }
E=μf∫PAdt
所以有3个基本过程变量:振幅(能量)、压力(力)和时间。因为整个过程所要达到的最终目标是通过供给足够的能量去分裂和分散氧化物,使之在原子距离内彼此形成相对的层面,所以这些变量都是与能量紧密相关。此外,在实际的半导体封装制造过程中,往往采用辅助加热的方法来促进塑性变形,而控制温度的方法是比较简单的,因此,温度也常作为一个过程变量来加以控制。
实际上,在半导体封装领域内的超声波压焊工艺,往往分为热超声和冷超声焊两大类,所谓热超声焊,往往是需要采用加热的方式,通过加热块对工件进行加热,所以焊接温度往往成为需要控制的工艺参数。此外,该工艺需要对焊接金属丝(主要是金线)末端通过火花放电和表面张力作用预先烧制成球,故又成为金丝球压焊,所以对放电电流、时间和距离的控制也是要求比较高的。该工艺往往大量运用于大规模、超大规模集成电路的内互联,是一种比较成熟的工艺,具体工艺过程如图1。

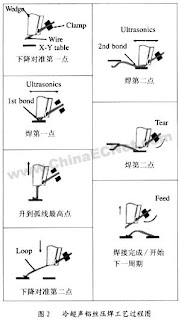
另外一种冷超声焊工艺无需加热方式,焊接工具直接作用于芯片表面,因此所需摩擦能量比较大,焊机也比较大,所焊金属丝也比较粗。此外,该工艺和金丝球压焊工艺的主要区别除了温度以外,还体现在焊接工具上,一般而言,金丝球压焊的焊接工具是主要以陶瓷为基材的毛细管,而冷超声焊通常是焊接铝丝,所以其焊接工具是由钨钢制成,类似锲子,俗称劈刀,有时劈刀可以是两种焊接工具的统称。该工艺主要应用于功率器件和高可靠性要求的半导体器件的内互联,冷超声焊的具体工艺如图2
3 超声波焊接工艺的质量要求
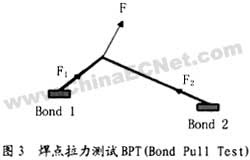
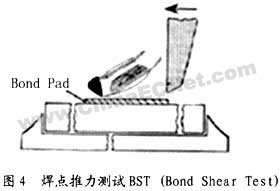
判断一个焊点是否满足焊接质量要求的标准往往是通过破坏性实验来获得焊点的强度,通常的拉力测试方法我们称为BPT(Bond Pull Test),有时也参考推力试验,称为BST(Bond Share Test)。通常来说要求焊接强度越大越好,但也受材料的强度极限限制。此外,对于直接作用在芯片表面的焊点来说,除了考虑焊接强度外,还要检查芯片的内部结构是否受损。一般来说,考证焊接强度的质量指标是焊线拉断力的大小,检查芯片内部结构状况的方法使用饱和的强碱溶液来腐蚀掉焊点及芯片表面的铝层,在足够倍率的显微镜下观察内部结构是否受损(cratering),这种测试方法称为Etching
4 超声波压焊的工艺优化方法
在明确了要达到的质量要求后,可以通过试验设计的方法来获得比较优化的焊接参数,来满足要求。一般说来作为一个产品的工艺开发过程涉及的方面是比较多的,除了焊接设备本身,还要考虑焊接材料,在比较成熟的半导体封装厂家,可以认为,这些因素是稳定的。在设备和材料不稳定的情况下,参数优化是没有意义,所得结果也不可靠。在这些条件满足的前提下,我们可以尝试采用试验设计[6]DOE(Design of Experiment)的方法来优化工艺条件。以下举实例来说明优化方法。
要开发一种在MOSFET[2]上打50.8μm铝线的工艺,该工艺的难度是,由于芯片制造的原因,栅极(gate)的焊接区域是限定的,50.8μm铝线采用冷超声,很容易发生焊接脱落的问题,为了防止脱落,须增大焊接参数,主要是能量,但又会产生根裂问题[5],要求优化参数来满足焊接强度要求,并减少根裂的发生可能,同时保证结构不受损。首先需要做的是找到一个大体的参数范围,该范围必须保证没有根裂的情况产生,然后在这个基础上尽量提高焊接强度。针对根裂问题,可提出理想焊点形状要求,一般来说若焊点的厚度在25.4μm以上,就可保证有效防止根裂产生,理论上可通过有限元法来计算证明[5]。寻找参数范围的一般做法是,根据经验,先选择几个比较敏感的参量,做若干组相应的实验以得到相应的响应做拟合分析。需要指出的是所谓根据经验是建立在前人试验和探索的结果基础上,对于一些新产品,新工艺如果没有经验可借鉴,往往要做的是采用筛选试验(screen design)的方法来筛选主要因素和贡献率较大的因素。本例,由于wire bond工艺本身是一个比较成熟的工艺,因此,参数的敏感性和重要性的排列,在业界已有共识[3]。本例采用Orthodyne M360系列的全自动焊机,比较全面地介绍了因素的设计重要性排列和最终的优化结果。
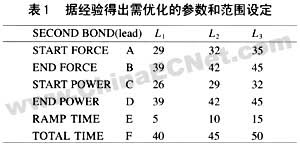
(1)因子设计及初始参数(见表1)。
(2)响应设计
我们关心的是焊接强度和焊点的形状,因此在每次试验后,需要做破坏性测试和测量几何尺寸。
采用Dage公司的全自动测试设备,方法如图3,图4所示:
几何尺寸的测量如图5。
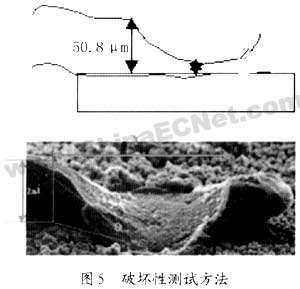
tgθ=(2×25.4-Z)/(y/2)
我们希望在保证焊接强度的情况下,焊点的厚度越厚越好,并同时确保没有打裂芯片。
(3)实验方案设计
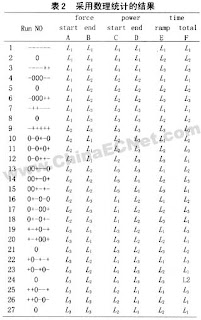
在明确了试验的输入(因子)和输出(响应)后,需要设计试验的方案,如果试验次数太少,则所得结果和数据不足以信服地说明问题,如果试验次数太多,则又没有足够资源,例如受到试验材料,设备占用时间,测量设备占用时间等的限制。采用数理统计的方法可以有效地减少试验次数,同时所得数据又足以反映过程实际。我们采用JMP统计软件来运行出试验方案,充分考虑到因子的分布均匀性要求,结果见表2。
(4)试验结果和论证检验。
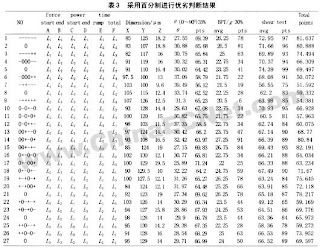
由于本例是多因子多响应的情况,所以为了得到比较客观的结果,需要做数据处理,我们对不同的响应设置了不同的权重比例,并采用百分制进行优劣判断。具体结果如表3:(所有的实验都通过了etching检验,确认没有对芯片产生任何损伤和打裂现象,所以可以在数据分析时不考虑这一特性检查。)
采用统计分析软件对响应结果进行分析,得到如下结果:
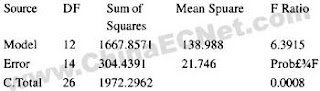
方差分析:
结果表明各因素间对响应有明显的贡献率差异。
重要性分析如图6所示。
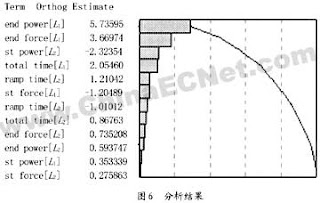
结果表明最重要的因素是end power,和end force,start power和total time也对响应有比较大的贡献率
级差分析见图7。
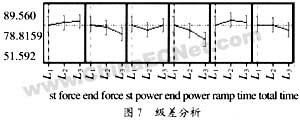
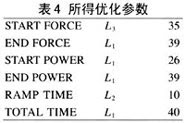
由此可以得出比较优化的参数(见表4)。
(5)试验结果论证见图8。
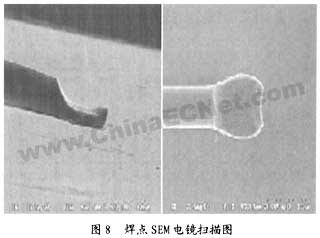
焊点的形状均匀,焊点厚度达到25.4μm以上(如图6所示),对比优化前焊点厚度只有12.7μm大幅度提高了焊点的抗裂性能,同时破坏性测试结果也表明满足焊接强度的要求,因此可以说问题得到了比较满意的解决。
结束语
以上实例详细介绍了超声波铝线焊接工艺参数优化来解决问题的过程,需要重点提出讨 论的是,确定优化的目标往往是问题得以解决的关键,像本例通过力学分析和有限元计算得出减少应力集中的关键是需要控制焊点的厚度和焊线的角度,并通过研究及设备的运动过程和参数控制效果来得出优化结果。实际上针对半导体封装的其它工艺的优化大多是类似的,采用优化办法来稳定工艺,可提高质量和制造水平。如果要开发金线wire bonding工艺,一般来说只要考虑温度、压力、能量和时间4个因素,只要九组试验就可以得到结果,相对本文所举的例子来说更为简单。
本文摘自《电子工业专用设备》
半导体封装超声波压焊的工艺参数优化朱正宇,胡巧声
(1、快捷半导体(苏州)有限公司,江苏苏州 215021;2、上海同济大学机械工程学院,上海 201804)
1 引言 .
超声波焊接另称"键合"是利用超声频率(16~120 kHz)的机械振动能量,连接同种或异种金属、半导体、塑料及陶瓷等的一种特殊的焊接方法。超声波焊接现已广泛地应用于集成电路、电容器、超高压变压器屏蔽构件、微电机、电子元器件及电池、塑料零件的封装等生产中。与传统的焊接技术相比,超声波焊接技术具有高速、高效和高自自动化等优点,成为半导体封装内互联的基本技术。
2 超声波压焊的基本原理
超声波能是机械的振动能,工作频率超过声波(正常的人类听力,其频率上限为18 kHz)。半导体封装所用的超声波压焊的频率一般是40 kHz到120 kHz。超声波压焊是一种固相焊接方法,这种特殊的固相焊接方法可简单地描述为:在焊接开始时,金属材料在摩擦力作用下发生了强烈的塑性流动,为纯净金属表面之间的接触创造了条件。而接头区的温升以及高频振动,则又进一步造成了金属晶格上原子的受激活状态。因此,当有共价健性质的金属原子互相接近到以纳米计的距离时。就有可能通过公共电子形成了原子间的电子桥,即实现了所谓金属"键合"过程。经过对焊接过程的研究表明,摩擦、塑性流动以及温度是实现超声焊接的3个互为依赖的主要因素,其中摩擦起主导作用,这不仅是焊接中的主热源,而且通过排除氧化膜为纯净金属表面间接触创造了条件。
超声焊接摩擦所需能量可由下式表示:
E=∫μPvdt[5]
式中:μ-摩擦系数;P-焊头上所加的垂直压力;v-焊头振速;其中:v=4Af
式中:A-焊头的振幅;f-超声振动频率;t-焊接时间。
在生产实际的超声波压焊的参数中,由于摩擦系数是由焊接材料与焊头和焊件与表面状态、焊件夹持的方法等有关,可以视为常数,压力P与被焊材抖的可流动性极限有关,还与焊件材料的硬度、厚度及焊头振幅大小有关;通常由bonding force来表示,由机器提供的气动压力来控制,所以易于精确调整。振幅是由放大器(变幅杆)和焊接工具的设计所选定,它可由电能的供给自动精确地控制和调整,以能量bonding power来表示,一旦焊接头变幅杆的几何尺寸已定,则固有的共振频率即确定,因此,频率往往在机器设计时就固定已知了,焊接时间由bonding time来表示,可由电气方面精确控制。故:超声焊接摩擦所需能量又可写为:9 u1 r% {0 ]6 u$ }
E=μf∫PAdt
所以有3个基本过程变量:振幅(能量)、压力(力)和时间。因为整个过程所要达到的最终目标是通过供给足够的能量去分裂和分散氧化物,使之在原子距离内彼此形成相对的层面,所以这些变量都是与能量紧密相关。此外,在实际的半导体封装制造过程中,往往采用辅助加热的方法来促进塑性变形,而控制温度的方法是比较简单的,因此,温度也常作为一个过程变量来加以控制。
实际上,在半导体封装领域内的超声波压焊工艺,往往分为热超声和冷超声焊两大类,所谓热超声焊,往往是需要采用加热的方式,通过加热块对工件进行加热,所以焊接温度往往成为需要控制的工艺参数。此外,该工艺需要对焊接金属丝(主要是金线)末端通过火花放电和表面张力作用预先烧制成球,故又成为金丝球压焊,所以对放电电流、时间和距离的控制也是要求比较高的。该工艺往往大量运用于大规模、超大规模集成电路的内互联,是一种比较成熟的工艺,具体工艺过程如图1。

另外一种冷超声焊工艺无需加热方式,焊接工具直接作用于芯片表面,因此所需摩擦能量比较大,焊机也比较大,所焊金属丝也比较粗。此外,该工艺和金丝球压焊工艺的主要区别除了温度以外,还体现在焊接工具上,一般而言,金丝球压焊的焊接工具是主要以陶瓷为基材的毛细管,而冷超声焊通常是焊接铝丝,所以其焊接工具是由钨钢制成,类似锲子,俗称劈刀,有时劈刀可以是两种焊接工具的统称。该工艺主要应用于功率器件和高可靠性要求的半导体器件的内互联,冷超声焊的具体工艺如图2

3 超声波焊接工艺的质量要求
判断一个焊点是否满足焊接质量要求的标准往往是通过破坏性实验来获得焊点的强度,通常的拉力测试方法我们称为BPT(Bond Pull Test),有时也参考推力试验,称为BST(Bond Share Test)。通常来说要求焊接强度越大越好,但也受材料的强度极限限制。此外,对于直接作用在芯片表面的焊点来说,除了考虑焊接强度外,还要检查芯片的内部结构是否受损。一般来说,考证焊接强度的质量指标是焊线拉断力的大小,检查芯片内部结构状况的方法使用饱和的强碱溶液来腐蚀掉焊点及芯片表面的铝层,在足够倍率的显微镜下观察内部结构是否受损(cratering),这种测试方法称为Etching
4 超声波压焊的工艺优化方法
在明确了要达到的质量要求后,可以通过试验设计的方法来获得比较优化的焊接参数,来满足要求。一般说来作为一个产品的工艺开发过程涉及的方面是比较多的,除了焊接设备本身,还要考虑焊接材料,在比较成熟的半导体封装厂家,可以认为,这些因素是稳定的。在设备和材料不稳定的情况下,参数优化是没有意义,所得结果也不可靠。在这些条件满足的前提下,我们可以尝试采用试验设计[6]DOE(Design of Experiment)的方法来优化工艺条件。以下举实例来说明优化方法。
要开发一种在MOSFET[2]上打50.8μm铝线的工艺,该工艺的难度是,由于芯片制造的原因,栅极(gate)的焊接区域是限定的,50.8μm铝线采用冷超声,很容易发生焊接脱落的问题,为了防止脱落,须增大焊接参数,主要是能量,但又会产生根裂问题[5],要求优化参数来满足焊接强度要求,并减少根裂的发生可能,同时保证结构不受损。首先需要做的是找到一个大体的参数范围,该范围必须保证没有根裂的情况产生,然后在这个基础上尽量提高焊接强度。针对根裂问题,可提出理想焊点形状要求,一般来说若焊点的厚度在25.4μm以上,就可保证有效防止根裂产生,理论上可通过有限元法来计算证明[5]。寻找参数范围的一般做法是,根据经验,先选择几个比较敏感的参量,做若干组相应的实验以得到相应的响应做拟合分析。需要指出的是所谓根据经验是建立在前人试验和探索的结果基础上,对于一些新产品,新工艺如果没有经验可借鉴,往往要做的是采用筛选试验(screen design)的方法来筛选主要因素和贡献率较大的因素。本例,由于wire bond工艺本身是一个比较成熟的工艺,因此,参数的敏感性和重要性的排列,在业界已有共识[3]。本例采用Orthodyne M360系列的全自动焊机,比较全面地介绍了因素的设计重要性排列和最终的优化结果。
(1)因子设计及初始参数(见表1)。

(2)响应设计
我们关心的是焊接强度和焊点的形状,因此在每次试验后,需要做破坏性测试和测量几何尺寸。
采用Dage公司的全自动测试设备,方法如图3,图4所示:


几何尺寸的测量如图5。

tgθ=(2×25.4-Z)/(y/2)
我们希望在保证焊接强度的情况下,焊点的厚度越厚越好,并同时确保没有打裂芯片。
(3)实验方案设计
在明确了试验的输入(因子)和输出(响应)后,需要设计试验的方案,如果试验次数太少,则所得结果和数据不足以信服地说明问题,如果试验次数太多,则又没有足够资源,例如受到试验材料,设备占用时间,测量设备占用时间等的限制。采用数理统计的方法可以有效地减少试验次数,同时所得数据又足以反映过程实际。我们采用JMP统计软件来运行出试验方案,充分考虑到因子的分布均匀性要求,结果见表2。

(4)试验结果和论证检验。
由于本例是多因子多响应的情况,所以为了得到比较客观的结果,需要做数据处理,我们对不同的响应设置了不同的权重比例,并采用百分制进行优劣判断。具体结果如表3:(所有的实验都通过了etching检验,确认没有对芯片产生任何损伤和打裂现象,所以可以在数据分析时不考虑这一特性检查。)
采用统计分析软件对响应结果进行分析,得到如下结果:

方差分析:
结果表明各因素间对响应有明显的贡献率差异。

重要性分析如图6所示。

结果表明最重要的因素是end power,和end force,start power和total time也对响应有比较大的贡献率
级差分析见图7。

由此可以得出比较优化的参数(见表4)。

(5)试验结果论证见图8。

焊点的形状均匀,焊点厚度达到25.4μm以上(如图6所示),对比优化前焊点厚度只有12.7μm大幅度提高了焊点的抗裂性能,同时破坏性测试结果也表明满足焊接强度的要求,因此可以说问题得到了比较满意的解决。
结束语
以上实例详细介绍了超声波铝线焊接工艺参数优化来解决问题的过程,需要重点提出讨 论的是,确定优化的目标往往是问题得以解决的关键,像本例通过力学分析和有限元计算得出减少应力集中的关键是需要控制焊点的厚度和焊线的角度,并通过研究及设备的运动过程和参数控制效果来得出优化结果。实际上针对半导体封装的其它工艺的优化大多是类似的,采用优化办法来稳定工艺,可提高质量和制造水平。如果要开发金线wire bonding工艺,一般来说只要考虑温度、压力、能量和时间4个因素,只要九组试验就可以得到结果,相对本文所举的例子来说更为简单。
本文摘自《电子工业专用设备》
ASM Eagle-60 密码和重要参数
密码
F15=2002 F16=2009
菜单的锁与解锁=AB33901.AB33902.AB33903.AB33904
F1-5 XY工作台之座标显示
F1-6 量两点之间的距离
F1-15 密码2002
F1-16 密码2009
F1-17 更换焊咀
F1-18 超声波功率输出
F1-24 打开轨道
F1-88 锁定/松开X马达
F1-99 植球开关(BSOB或BBOS)
F1-100 机台系统版本显示
F1-110 XYZ马达归位
F1-168 更换线的类型
F1-169 线群组的显示
F1-900 Force Ratio资料显示
F1-995 锁定菜单预设的密码
LeveL 1密码 AB33901
LeveL 2密码 AB33902
LeveL 3密码 AB33903
LeveL 4密码 AB33904
线弧=9002
还有用这些都打不开的话就用:
(2位数的日子+50)X(2位数的月份+50)得出4位数字(ABCD)然后头尾互换,密码便是(DBCA)
如今天的日期是8月5号,(05+50)X(08+50)=55X58=3190,头尾数安互换后便是0193,利用这个
密码便可以开启如:WH
Menu内的Factory Setup
重要参数位置及影响
Power Calibration
路径: Main \ setup \ more ..\ power Calibration …\
影响: 此为机台设定,将影响power 输出值,不准更动
Auto Bond 前确认之开关
Enable PR _
路径: main \ auto \ enable PR yes
影响: 此为auto bond PR之开关
Auto Index
路径:Main \ Auto \ auto Index Yes
影响: 此项功能为LF 自动输送,假如此auto index 关闭,则auto bond 时无法自动送导线架
Ball Detect
路径:Main \ Auto \ Ball Detect Yes
影响:此开关为烧球之侦测 如选NO,无侦测可能造成空卬
Stick Detect 1
路径:Main \ Auto \ Stick Dectect 1 Yes
影响:此为第一点侦测(1st bond Non-stick )之开关,如关闭则不侦测
Stick Detect 2
路径:Main \ Auto \ Stick Dectect 2 Yes
影响:此为第一点侦测(2st bond Non-stick )之开关,如关闭则不侦测
Heater Alarm
路径:Main \ Auto \ More \ Heater Alarm Yes 7 _
影响:此为检查热板及预热板温度侦测是否超出设定范围,yes 表未到达设定温度时,警告
VLL Retry
路径:Main \ Auto \ More \ VLL Retry No
影响:第一次VLL寻找失败时,重新找寻VLL
Enable Index
路径:Main \ Auto \ More \ Enable PR Index Every
影响:爪夹在运送时,每一unit 皆以 Index PR 作定位
影响品值之重要参数
TaiBar (.01mil )
路径:Main \ Auto \ More \TaieBar (.1 mil ) XX
影响:此为设定TaiBar 之公差
Alignment Tolerance
路径:Main \ Parameter \ Bond Parameter \ Alignment Tolerance L / D XX X
影响:此为设定手动平移点位置与原本教定的平移点容许的偏移量/
Search Delay
路径:Main \ Parameter \ Bond Parameter \ Search Delay (ms) L / D XX XX
影响: PR 辨识前的延迟时间
Search Range
路径:Main \ Parameter \ Bond Parameter \ Search Range (id )L / D XX XX
影响: PR 搜寻的范围
Fire Level
路径:Main \ Parameter \ Bond Parameter \ Fire level XXX
影响:E_torch 和capillary 之间的距离,如改变会影响侦测烧球之功能判定
Gap Wide Warning Volt
路径:Main \ Parameter \ Bond Parameter \ EFO Control \ EFO Parameter \ Gap
Wide Warning Volt XXX
影响:打火的电压大小
EFO Current
路径:Main \ Parameter \ Bond Parameter \ EFO Control \ EFO
Parameter \ EFO Current (*0.01)
影响:打火的电流大小
Enable Dual FAB
路径:Main \ Parameter \ Bond Parameter | EFO Control \ EFO Setting \ Enable Dual FAB NO
影响:此为烧大小球的开关
Heater Control
路径:Main \ parameter \ Bond Parameter \ Heater Control
影响: 热板及预热板的控制系统
VLL Lead Position Tol
路径:Main \ Parameter \ Bond Parameter \ More \ VLL Lead Position Tol (%)
影响:VLL寻找时所能允许的偏移量
VLL Lead Width Tolerance
路径:Main \ Parameter \ Bond Parameter \ more \ VLL Lead Width Tolerance um
影响:VLL寻找时,所能允许导线架本身宽度变化的容忍值
Edit Stick Dection1
路径:Main \ Wire Parameter \ Edit Non –Stick Detection \
Edit Stick Detection 1
影响:第一焊点的个别侦测开关
Edit Stick Detection 2
路径:Main \ Wire Parameter \ Edit Non- Stick Detection \ Edit Stick
Detection 2
影响:第二焊点的个别侦测开关
Capillary Limit
路径:Main \ show statistics \ set statistics limit …\ Capil Warn XXXX *100
路径:Main \ Show Statistic \ Set Statistics Limit …\ Capil Stop XXx * 100
影响:自动打线时的焊针次数
1 st / L & R offset
路径:Main \ WH Menu ..\ Service ..\ Control Parameter \ Miscellaneous…\ 1 st
/ L& R offset Update NO
影响:如开yes 会输送导线架时会自动更新所补偿的偏移量
Edit Bond PT Tol
路径: F15 \ Bonding Control \Safety Control \Edit Bond PT Tol .
影响:当修改打线位置时,所允许的修改范围
侦测设定
tail short
路径: Main \ Auto \ Start single Bond \ 9 Tail short
Range: -15 到15 ,通常设-2 到2
设为-15 表侦测功能关闭
stickadj
路径:Main \ Auto \ Start Single Bond \ F1 \ 7Stickadj
Range: sample值为5 到30
设为35表侦测功能关闭
正常设定值须高single Bond时之 sample 值
如设定值低于Single Bond 之sample值则假侦测
关键:1须tail break Control off
2路径:Main \ Wire Parameter \ More \
Edit Tail Break Control
相对
开关:1 stick detect 1
路径:Main \ Auto \ More \ Stick Detect 1
2 stick detect 2
路径:Main \ Auto \ More \ Stick Detect
3 edit Non-Stick Detection
路径:Main \ Wire Parameter \ Edit
Non-Stick Detection
Tail Stick
路径:Main \ Auto \ Start Single Bond \ F1 \ 9Tail
Range: sample值为20 到170
正常设定值须高single Bond时之 sample 值
如设定值低于Single Bond 之sample值则假侦测
关键:1 须tail break Control YES
2 路径:Main \ Wire Parameter \ More \ Edit Tail Break Control
BFM
路径:F15(2002)\ Bonding Control \ EFO Control \ Ball
Formation \ Monitor …\ Enable BFM
程序: 1 设定sampling bons (redo) xx
2 设定contamination level x
3 设定Abnormality level x
4 切换enable BFM
5 auto bond 时自动取样
影响:侦测烧球
对应
开关: ball detect (main\ auto \ ball detect)
Bond Stick Detection
路径: F15 (2002)\ Bonding Control \ Bond Stick Detection
程序: 1 设定total sample xx (取样数值)
2 切换enable sample yes
3 auto bond 时自动取样
影响:侦测一焊点之灵敏度
F15=2002 F16=2009
菜单的锁与解锁=AB33901.AB33902.AB33903.AB33904
F1-5 XY工作台之座标显示
F1-6 量两点之间的距离
F1-15 密码2002
F1-16 密码2009
F1-17 更换焊咀
F1-18 超声波功率输出
F1-24 打开轨道
F1-88 锁定/松开X马达
F1-99 植球开关(BSOB或BBOS)
F1-100 机台系统版本显示
F1-110 XYZ马达归位
F1-168 更换线的类型
F1-169 线群组的显示
F1-900 Force Ratio资料显示
F1-995 锁定菜单预设的密码
LeveL 1密码 AB33901
LeveL 2密码 AB33902
LeveL 3密码 AB33903
LeveL 4密码 AB33904
线弧=9002
还有用这些都打不开的话就用:
(2位数的日子+50)X(2位数的月份+50)得出4位数字(ABCD)然后头尾互换,密码便是(DBCA)
如今天的日期是8月5号,(05+50)X(08+50)=55X58=3190,头尾数安互换后便是0193,利用这个
密码便可以开启如:WH
Menu内的Factory Setup
重要参数位置及影响
Power Calibration
路径: Main \ setup \ more ..\ power Calibration …\
影响: 此为机台设定,将影响power 输出值,不准更动
Auto Bond 前确认之开关
Enable PR _
路径: main \ auto \ enable PR yes
影响: 此为auto bond PR之开关
Auto Index
路径:Main \ Auto \ auto Index Yes
影响: 此项功能为LF 自动输送,假如此auto index 关闭,则auto bond 时无法自动送导线架
Ball Detect
路径:Main \ Auto \ Ball Detect Yes
影响:此开关为烧球之侦测 如选NO,无侦测可能造成空卬
Stick Detect 1
路径:Main \ Auto \ Stick Dectect 1 Yes
影响:此为第一点侦测(1st bond Non-stick )之开关,如关闭则不侦测
Stick Detect 2
路径:Main \ Auto \ Stick Dectect 2 Yes
影响:此为第一点侦测(2st bond Non-stick )之开关,如关闭则不侦测
Heater Alarm
路径:Main \ Auto \ More \ Heater Alarm Yes 7 _
影响:此为检查热板及预热板温度侦测是否超出设定范围,yes 表未到达设定温度时,警告
VLL Retry
路径:Main \ Auto \ More \ VLL Retry No
影响:第一次VLL寻找失败时,重新找寻VLL
Enable Index
路径:Main \ Auto \ More \ Enable PR Index Every
影响:爪夹在运送时,每一unit 皆以 Index PR 作定位
影响品值之重要参数
TaiBar (.01mil )
路径:Main \ Auto \ More \TaieBar (.1 mil ) XX
影响:此为设定TaiBar 之公差
Alignment Tolerance
路径:Main \ Parameter \ Bond Parameter \ Alignment Tolerance L / D XX X
影响:此为设定手动平移点位置与原本教定的平移点容许的偏移量/
Search Delay
路径:Main \ Parameter \ Bond Parameter \ Search Delay (ms) L / D XX XX
影响: PR 辨识前的延迟时间
Search Range
路径:Main \ Parameter \ Bond Parameter \ Search Range (id )L / D XX XX
影响: PR 搜寻的范围
Fire Level
路径:Main \ Parameter \ Bond Parameter \ Fire level XXX
影响:E_torch 和capillary 之间的距离,如改变会影响侦测烧球之功能判定
Gap Wide Warning Volt
路径:Main \ Parameter \ Bond Parameter \ EFO Control \ EFO Parameter \ Gap
Wide Warning Volt XXX
影响:打火的电压大小
EFO Current
路径:Main \ Parameter \ Bond Parameter \ EFO Control \ EFO
Parameter \ EFO Current (*0.01)
影响:打火的电流大小
Enable Dual FAB
路径:Main \ Parameter \ Bond Parameter | EFO Control \ EFO Setting \ Enable Dual FAB NO
影响:此为烧大小球的开关
Heater Control
路径:Main \ parameter \ Bond Parameter \ Heater Control
影响: 热板及预热板的控制系统
VLL Lead Position Tol
路径:Main \ Parameter \ Bond Parameter \ More \ VLL Lead Position Tol (%)
影响:VLL寻找时所能允许的偏移量
VLL Lead Width Tolerance
路径:Main \ Parameter \ Bond Parameter \ more \ VLL Lead Width Tolerance um
影响:VLL寻找时,所能允许导线架本身宽度变化的容忍值
Edit Stick Dection1
路径:Main \ Wire Parameter \ Edit Non –Stick Detection \
Edit Stick Detection 1
影响:第一焊点的个别侦测开关
Edit Stick Detection 2
路径:Main \ Wire Parameter \ Edit Non- Stick Detection \ Edit Stick
Detection 2
影响:第二焊点的个别侦测开关
Capillary Limit
路径:Main \ show statistics \ set statistics limit …\ Capil Warn XXXX *100
路径:Main \ Show Statistic \ Set Statistics Limit …\ Capil Stop XXx * 100
影响:自动打线时的焊针次数
1 st / L & R offset
路径:Main \ WH Menu ..\ Service ..\ Control Parameter \ Miscellaneous…\ 1 st
/ L& R offset Update NO
影响:如开yes 会输送导线架时会自动更新所补偿的偏移量
Edit Bond PT Tol
路径: F15 \ Bonding Control \Safety Control \Edit Bond PT Tol .
影响:当修改打线位置时,所允许的修改范围
侦测设定
tail short
路径: Main \ Auto \ Start single Bond \ 9 Tail short
Range: -15 到15 ,通常设-2 到2
设为-15 表侦测功能关闭
stickadj
路径:Main \ Auto \ Start Single Bond \ F1 \ 7Stickadj
Range: sample值为5 到30
设为35表侦测功能关闭
正常设定值须高single Bond时之 sample 值
如设定值低于Single Bond 之sample值则假侦测
关键:1须tail break Control off
2路径:Main \ Wire Parameter \ More \
Edit Tail Break Control
相对
开关:1 stick detect 1
路径:Main \ Auto \ More \ Stick Detect 1
2 stick detect 2
路径:Main \ Auto \ More \ Stick Detect
3 edit Non-Stick Detection
路径:Main \ Wire Parameter \ Edit
Non-Stick Detection
Tail Stick
路径:Main \ Auto \ Start Single Bond \ F1 \ 9Tail
Range: sample值为20 到170
正常设定值须高single Bond时之 sample 值
如设定值低于Single Bond 之sample值则假侦测
关键:1 须tail break Control YES
2 路径:Main \ Wire Parameter \ More \ Edit Tail Break Control
BFM
路径:F15(2002)\ Bonding Control \ EFO Control \ Ball
Formation \ Monitor …\ Enable BFM
程序: 1 设定sampling bons (redo) xx
2 设定contamination level x
3 设定Abnormality level x
4 切换enable BFM
5 auto bond 时自动取样
影响:侦测烧球
对应
开关: ball detect (main\ auto \ ball detect)
Bond Stick Detection
路径: F15 (2002)\ Bonding Control \ Bond Stick Detection
程序: 1 设定total sample xx (取样数值)
2 切换enable sample yes
3 auto bond 时自动取样
影响:侦测一焊点之灵敏度
7.30.2008
这个风我睡觉得盖被子
要把我吹感冒了,风不停的吹,还带着小雨。冷啊!
吹几天了,老天你行行好多吹几天啊!这鬼天气没点风会热的让人受不了的。
早上去考试,结果发现很多人没来考试。唉,早上那么早我好像睡觉啊!回来后到头就睡,一直到下午2点菜醒。我发现来这个公司以后我的睡眠时间增加了好多。还好是增加了,没减少。
明天又要上班了,唉,累啊!
吹几天了,老天你行行好多吹几天啊!这鬼天气没点风会热的让人受不了的。
早上去考试,结果发现很多人没来考试。唉,早上那么早我好像睡觉啊!回来后到头就睡,一直到下午2点菜醒。我发现来这个公司以后我的睡眠时间增加了好多。还好是增加了,没减少。
明天又要上班了,唉,累啊!
7.29.2008
7.26.2008
化名丑奴儿
有个亲人对我说,在人生的每个阶段会有不同的朋友,有暂时的,有永远的!而我这个亲人就是就是当我离开学校后认识的第一个朋友,她给予我亲人关怀.我一直很感激她,在我沉沦的时候给予我援手,给予我关怀.有句老话叫"远亲不如近邻",而我和她在一个出租屋同住了半年.我们一起做饭,一起逛街,一起去楼下的刀削面馆吃面!那半年也是我逃避的半年,逃避现实,脱离了这个社会.感谢她陪我度过那半年的时光!
去年来兮,杨柳纷飞.今日来兮,雨雪纷飞.
去年的这个时候我还在成都做一个测绘员.而现在我在上海做一个小小的OP.同样是零起点,同样是新的开始.我希望我会得到同样的肯定,而在未来的几个月,我不希望再重复去年的沉沦!
记得中学语文课老师给我们讲的<<丑奴儿>>真的是年少无知,对其无法理解.而今再看这首诗却是感慨万千啊!
订阅:
博文 (Atom)